I have been fighting with the roll bar trying to get it even as viewed from the side and the front. I now realize that the following photo should have been shot using the zoom. I was trying to show what the roll bars look like from the front view. They are not perfect but they are as close as I am going to get them.
I have been fighting with the roll bar trying to get it even as viewed from the side and the front. I now realize that the following photo should have been shot using the zoom. I was trying to show what the roll bars look like from the front view. They are not perfect but they are as close as I am going to get them.
Side view of roll bars.

Here is a quick list of the fabs that need to be finished.
1. Roll bars
2. Brake caliper
3. Break linkage.
4. Engine mount.
5. Finish keying axles.
6. Install hydraulic tank.
7. Hose and piping
8. Body mouldings.
9. Floor board and dash.
I know that sounds like a lot but fortunately I am already in various stages of working on most of it. I decided to mount the engine on some 1/4" angle iron. We will not need to allow for any kind of adjustment in the engine mount because it is not attached to any drive train as in a regular friction clutch application. There just needs to be adequate room for the hydraulic pump to be mounted to the engine. It will be a tight fit in places but so far it appears that everything can be located without any major changes of anything that has already been mounted. Here is the engine mount ready to be drilled with the engine mounting holes.



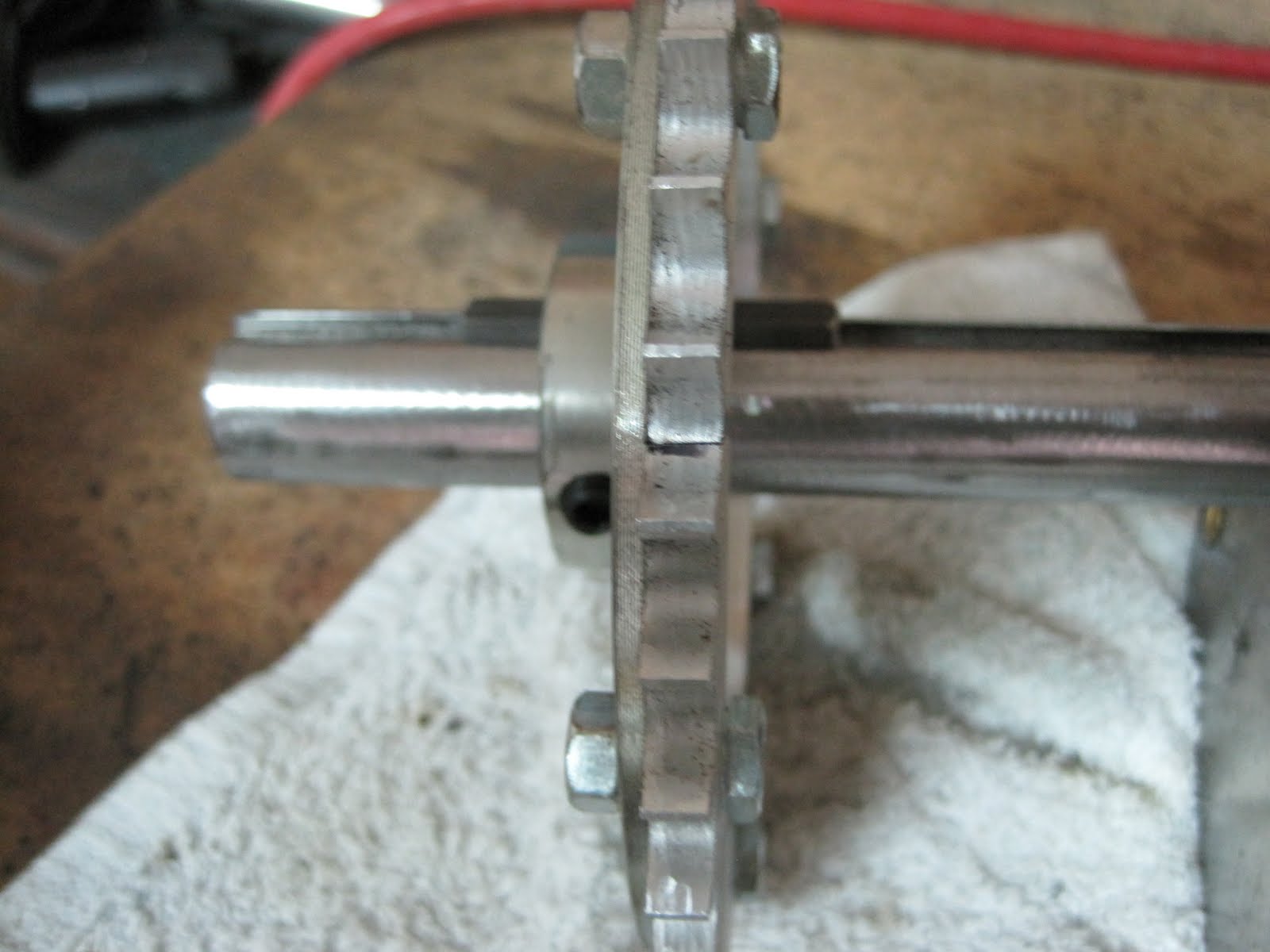
The brake caliper proved to be a tight fit but I think it will work just fine. I will mention at this time that the brake disc is not mounted in the best place possible due to room constraints. It is mounted on the primary drive sprocket axle. The better location would be the secondary driven sprocket axle. Why would that be a better choice? If you said because now the braking depends on the integrity of the chain, you would be correct. In other words since the braking power, just like the driving power, is transferred to the rear sprocket via the chain, the braking power as well as the driving power will be lost in the event of a broken chain. I thought long and hard about this but this brings up another issue. There is not quite as much ground clearance as I would like to have on the rear sprocket because it actually protrudes from the bottom of the frame an inch or so. I will try to build a skid plate to help protect it. The brake disc has a larger diameter than the sprocket so it would protrude even farther making it vulnerable to getting bent on a rock or something solid on the terrain. Bent brake discs don't work either. You may suggest that the brake disc could be mounted on one of the outboard drive axles. That could also work but then it would be necessary to build the caliper mount as part of the swing axle so it could float as the axle travels up and down. We could go on and on but a decision has to be made. I have opted to keep the disc up out of harms way and trust the integrity of the chain. After all it's not like the cart may go sailing through an intersection if the chain fails.
A piece of 1/8" angle iron will be adequate for the caliper mount.

 The caliper is designed to float back and forth on the mount as needed to line up with the disc. The lever will be connected to the control rod.
The caliper is designed to float back and forth on the mount as needed to line up with the disc. The lever will be connected to the control rod. In the following photo you can see how the channel in the mount fits into the slot on the caliper. Now the control rod can be attached.
In the following photo you can see how the channel in the mount fits into the slot on the caliper. Now the control rod can be attached.